
Kurzbeschreibung
Dieser Flaschenhalter entwickelte sich aus der Challenge heraus, funktionierende Modelle mit unter 20g Gewicht durch das FFF Druckverfahren herzustellen.
Anforderungen
- sicheres Halten der Flasche
- Gewicht < 20g
- mäßig hitzebeständig gegen Verzug im heißen Auto
- optisch ansprechend
- beständig gegen mechanische Abnutzung
- möglichst hohe Festigkeit & Schlagzähigkeit, nicht spröde
- UV- und witterungsbeständig
Materialauswahl
Sowohl bestimmtes PA sowie ASA wären eine geeignete Wahl, sind allerdings bei der herzustellenden Geometrie mit dünnen Wandstärken und feinen Details schwierig zu verarbeiten.
PETG hat sich sowohl in der Herstellung der Teile als auch
in praktischen Tests als ausreichend herausgestellt. Darüber hinaus kann durch die große Farbauswahl und optionale Transparenz auch eine ansprechende Optik erzielt werden. Lediglich die hohe Dichte von ~ 1,25 g/cm³ wirkt dem Leichtbau entgegen.
Vermessung und Konstruktion
Die Position der Schrauben am Fahrradrahmen zueinander sowie die Größe der Flasche wird vermessen und ins CAD Programm übertragen. In einer Baugruppe wird der Halter dann um die Flasche herum konstruiert.
[Bild Baugruppe]
Um die Teile herstellen zu können sowie die entsprechende Kraft „richtig“ (und nicht entlang der Z-Aufbaurichtung) aufzunehmen, wird der Halter in einen Schlitten und einen Flügel aufgeteilt.
Schlitten
Der Schlitten wird über die 2 Schrauben am Fahrradrahmen befestigt, und spannt den darunter liegenden Flügel fest. An der unteren Position ist – wie bei anderen Flaschenhaltern auch – ein Langloch, wodurch die Toleranz der Verschraubungslöcher an verschiedenen Rahmen ausgeglichen wird.
[Bild von Schlitten im CAD]
Durch die Druckaufbaurichtung in seitlicher, liegender Position werden die von der Flasche ausgeübten Kräfte auf die vordere sowie hintere Nase optimal aufgenommen. Bei Tests stellte sich der Bereich vor der unteren, langen Nase als Schwachstelle heraus weshalb hier lokal die Füllung des Bauteils erhöht wurde – der größte Teil des Schlittens ist zwecks Gewichtsoptimierung hohl bzw. mit nur sehr leichtem Füllmuster versehen.
[Bild Schlitten liegend in SLicer, mehr Material bei unterer Nase)
Flügel
Während die Flasche auf den Schlitten Kräfte längs des Fahrrads ausübt, wirken diese in Querrichtung (also links/rechts vom Fahrer aus betrachtet) auf den Flügel. Deshalb muss die Aufbaurichtung anders sein; Der Flügel wird als Halbschale entworfen und gedruckt. Hierbei wird ein Kompromiss aus Gewichtsersparnis und Design für optimale Druckbarkeit getroffen; Die schlussendliche Form des Flügels berücksichtigt eine Fertigung mit so wenig Stützmaterial wie möglich. Dünne Wände ziehen sich entlang den Außenkonturen für eine erhöhte Steifigkeit. Die zwei dickeren Ringe sorgen für eine möglichst hohe Spannkraft auf die Flasche. Zwei Rundungen nach vorne hin sorgen dafür, dass die Flasche leicht in dem Halter platziert werden kann. Das offene Design ermöglicht außerdem das Herausschnappen der Flasche nach oben.
[Bild Flügel im CAD]
Druckvorbereitung
Der Flügel wurde für den FFF Druckprozess optimiert, die konstanten Wandstärken von 0,9mm werden mit Linienbreiten von 0,45mm exakt 2mal abgefahren. Durch die sehr feinen Geometrien werden langsame Druckgeschwindigkeiten von ~25mm/s gewählt, der Bauteillüfter ist aus um eine hohe Schichthaftung zu ermöglichen. Dadurch gestaltet sich das fehlerfreie Drucken der Überhänge schwierig, die besten Resultate werden bei einer Schichthöhe von ca. 0,5 * Linienbreite = 0,2 bis 0,28mm erzielt. Die dickeren Ringe am Flügel sorgen für stärkere Schwindungskräfte und somit Verzug des Bauteils nach innen. Abhilfe schaffen manuell konstruierte Stützen an den Enden, welche wie eine Spannvorrichtung wirken und den Flügel außen halten. Der freie Bereich in der Mitte des Flügels wird durch Stützstruktur gehalten, welche sich von Hand wegbrechen lässt.
[Bild im Slicer von Flügel]
Der Schlitten wird wie oben gezeigt auf der Seite liegend gedruckt, wobei die genannte Schwachstelle mit erhöhter Füllung verstärkt wird.
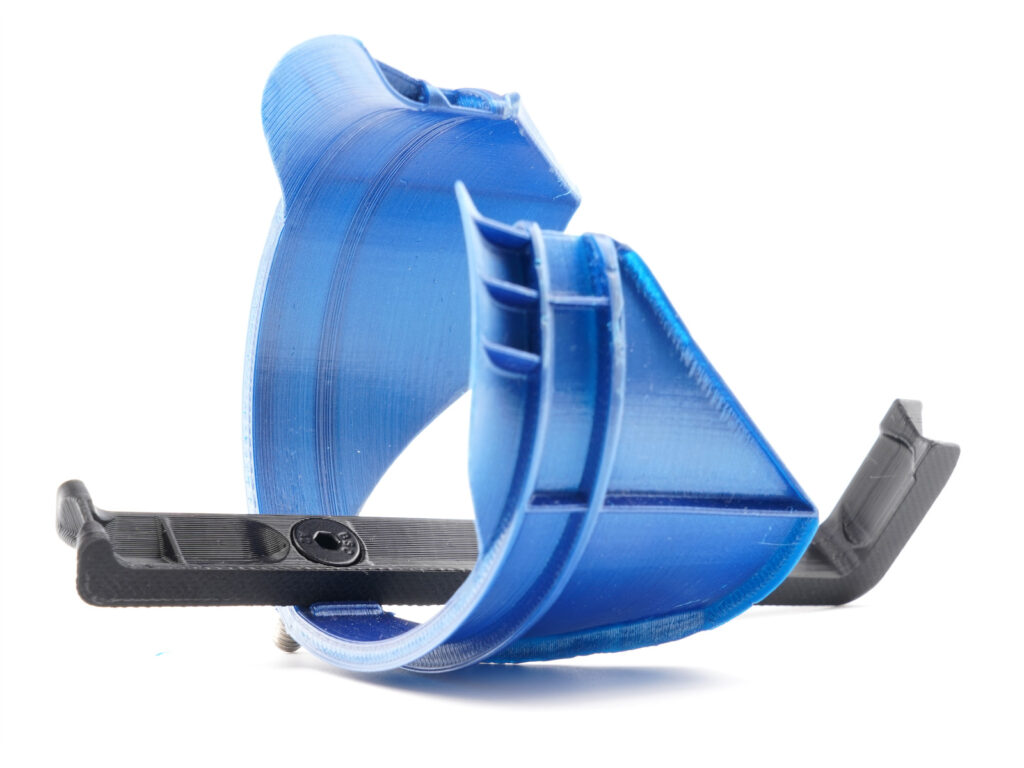
Resultat / Zusammenfassung
Insgesamt beträgt die Druckzeit von sowohl Schlitten als auch Flügel bei den gewählten Einstellungen ~ 2,5 Stunden. Da die Stützstrukturen zuvor optimiert wurden, lassen sie sich mit einer Zange und wenigen Handgriffen einfach und schnell entfernen.
Die Anforderung von Gewicht < 20g wurde mit den letztendlichen 22,5g nicht ganz erreicht, wäre durch weitere Optimierungen aber im Bereich des Möglichen. Die Funktion des sicheren Haltens der Flasche wird (erstaunlicherweise, zugegebenermaßen) erfüllt – jedoch hat der Winkel des Rahmens einen Einfluss darauf: Je steiler, desto besser.
Sowohl das Material als auch die Herstellungsart sind sicherlich nicht optimal für die hier dargestellte Aufgabe; allerdings war es eine interessante und lehrreiche Herausforderung.
